 英语
英语 中文简体
中文简体 西班牙语
西班牙语 越南语
越南语 葡萄牙语
葡萄牙语 土耳其语
土耳其语
1. Corte vaporizado.
No processo de corte de gaseificação a laser, a velocidade da temperatura da superfície do material subindo para a temperatura do ponto de ebulição é tão rápida que é suficiente para evitar o derretimento causado pela condução de calor, então parte do material vaporiza em vapor e desaparece, e parte do o material é borrifado da parte inferior da fenda por gás auxiliar. O fluxo se esvai. Nesse caso, é necessária uma potência de laser muito alta.
Para evitar que o vapor do material se condense na parede da fenda, a espessura do material não deve exceder muito o diâmetro do feixe de laser. Este processo é, portanto, adequado apenas para aplicações onde a remoção de material fundido deve ser evitada. Na verdade, esse processamento só é usado em áreas onde as ligas à base de ferro são muito pequenas.
Este processo não pode ser usado para materiais como madeira e certas cerâmicas que não estão em um estado fundido e, portanto, provavelmente não permitirão que o vapor do material recondense. Além disso, esses materiais geralmente requerem cortes mais espessos. No corte de gaseificação a laser, o foco do feixe depende da espessura do material e da qualidade do feixe. A potência do laser e o calor de vaporização têm apenas uma certa influência na posição do foco. No caso de uma determinada espessura da chapa, a velocidade de corte é inversamente proporcional à temperatura de vaporização do material. A densidade de potência do laser necessária é superior a 108 W / cm2 e depende do material, da profundidade de corte e da posição do foco do feixe. No caso de uma determinada espessura de chapa, assumindo potência laser suficiente, a velocidade de corte é limitada pela velocidade do jato de gás.
2. Derretimento e corte.
No derretimento e corte a laser, a peça é parcialmente derretida e o material derretido é pulverizado com a ajuda do fluxo de ar. Como a transferência do material ocorre apenas no estado líquido, o processo é denominado fusão e corte a laser.
O feixe de laser é combinado com um gás de corte inerte de alta pureza para afastar o material derretido do corte, e o próprio gás não participa do corte. O corte por fusão a laser pode obter uma velocidade de corte mais alta do que o corte por gaseificação. A energia necessária para a gaseificação é geralmente maior do que a energia necessária para derreter o material. No derretimento e corte a laser, o feixe de laser é apenas parcialmente absorvido. A velocidade de corte aumenta com o aumento da potência do laser e diminui quase que inversamente com o aumento da espessura da folha e o aumento da temperatura de fusão do material. No caso de uma determinada potência do laser, o fator limitante é a pressão do ar na fenda e a condutividade térmica do material. O derretimento e corte a laser podem obter incisões livres de oxidação para materiais de ferro e metais de titânio. A densidade de potência do laser que produz fusão, mas não gaseificação, está entre 104 W / cm2 e 105 W / cm2 para materiais de aço.
3. Corte por fusão por oxidação (corte por chama a laser).
O corte por fusão geralmente usa gás inerte. Se for substituído por oxigênio ou outros gases ativos, o material é inflamado sob a irradiação de um feixe de laser e uma forte reação química ocorre com o oxigênio para gerar outra fonte de calor para aquecer ainda mais o material, o que é chamado de corte por fusão oxidativa.
Devido a este efeito, para aços estruturais da mesma espessura, a velocidade de corte que pode ser obtida por este método é superior à do corte por fusão. Por outro lado, este método pode ter pior qualidade de corte em comparação ao corte por fusão. Na verdade, ele produzirá um corte mais amplo, rugosidade óbvia, aumento da zona afetada pelo calor e pior qualidade da borda. O corte a laser com chama não é bom ao processar modelos de precisão e cantos agudos (existe o perigo de queimar os cantos agudos). Um laser pulsado pode ser usado para limitar a influência térmica e a potência do laser determina a velocidade de corte. No caso de uma determinada potência do laser, o fator limitante é o fornecimento de oxigênio e a condutividade térmica do material.
4. Controle de corte de fratura.
Para materiais frágeis que são facilmente danificados pelo calor, o corte de alta velocidade e controlável é executado por aquecimento por feixe de laser, que é chamado de corte de fratura controlado. O conteúdo principal deste processo de corte é: o feixe de laser aquece uma pequena área de material quebradiço, causando um grande gradiente térmico e severa deformação mecânica nesta área, causando a formação de fissuras no material. Contanto que um gradiente de aquecimento uniforme seja mantido, o feixe de laser pode guiar as rachaduras na direção desejada.
www.chinajema.com
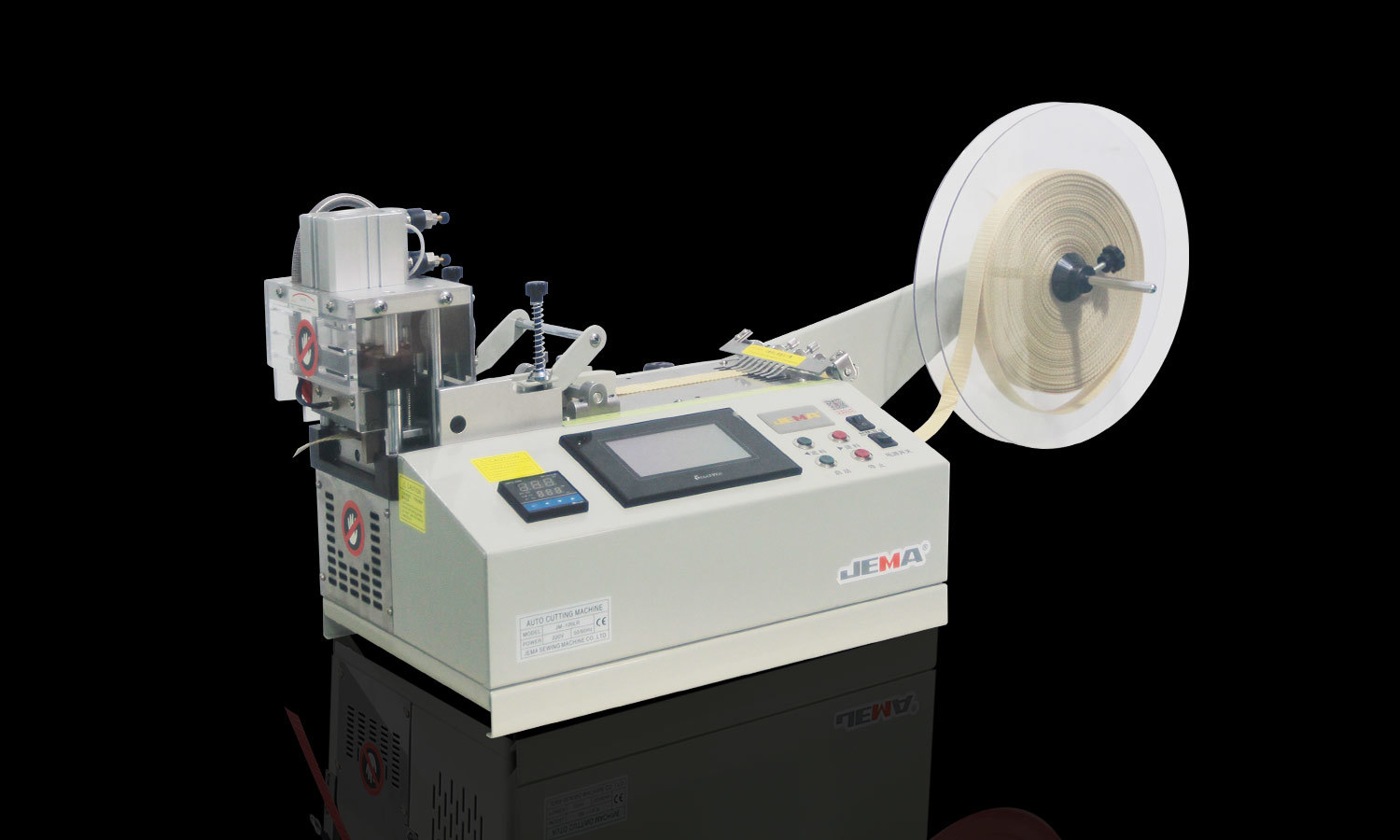
Máquina de corte de fita computadorizada (infravermelho frio e quente) JM-120HLR
Corte totalmente automático, operação simples, ampla gama de aplicações e alta qualidade de corte. Recursos alta velocidade: Pode cortar 7...
Veja esta série de produtos
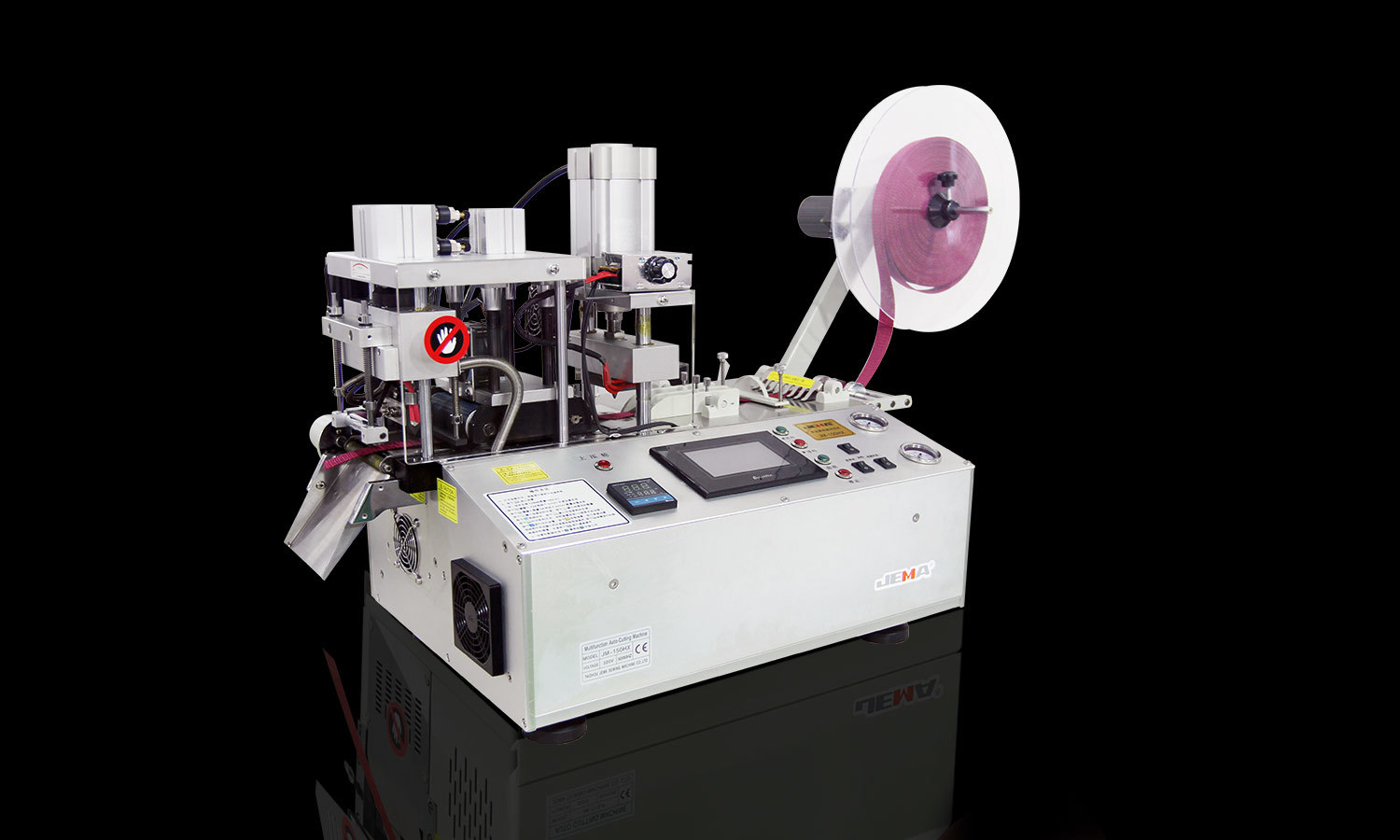
Máquina multifuncional computadorizada de corte de fita (canto) JM-150HX
Corte totalmente automático, operação simples, ampla faixa de aplicação, alta qualidade de corte, superfície de corte lisa, sem fio solto. Recursos ...
Veja esta série de produtos
Qual é o princípio da máquina de corte a laser?
PREV:Quais são as classificações das máquinas de corte ultrassônico?NEXT:Quais são as precauções de instalação e segurança da máquina de corte de vidro?
Produtos Recomendados
-
 JM-130H")
Máquina de corte de fita computadorizada (faca quente) JM-130H
Corte totalmente automático, operação simples, ampla faixa de aplicação, alta qualidade de corte,...
-
 JM-2100")
Máquina de corte ultrassônico para computador (ângulo reto) JM-2100
Corte automático, operação fácil. Ampla faixa de aplicação, alta qualidade de corte, superfície d...
-

Máquina de corte elétrica JM-3D
Recursos A máquina de corte elétrico JM-3D / 3/103 é compatível com KMCK8-EU Eastman Elec...
-
 JM-1-1")
Furadeira de tecido de alta velocidade (aquecimento) JM-1-1
Recursos Esta máquina é um dos equipamentos especiais indispensáveis na produção de roupas. ...
25 Anos especializada na produção de vários máquinas de corte.
©2021 Taizhou JEMA Sewing Machine Co., Ltd. Fabricantes de máquinas de corte de fita elástica personalizadas
